+39 029363537





+39 029363537
I nuovi materiali richiedono un perfezionamento di sviluppo costante degli utensili / I nuovi procedimenti devono ancora trovare la propria strada nella pratica
Ricorda la gara di velocità fra la lepre e il riccio: sebbene i materiali diventino sempre più duri, tenaci e resistenti, i produttori di utensili di precisione, spesso in collaborazione con gli istituti di ricerca, trovano sempre il modo di tagliare anche quelli più ostici in tempi relativamente rapidi e in modo redditizio. Lo dimostrerà la AMB, la Fiera internazionale specializzata nella lavorazione dei metalli, che si svolgerà a Stoccarda dal 13 al 17 settembre e alla quale circa 500 produttori di utensili di precisione presenteranno i loro articoli. Nell’intervista condotta con il professor Dirk Biermann, direttore dell’IFS - Istituto per la produzione ad asportazione di truciolo del Politecnico di Dortmund - egli illustra gli sviluppi più recenti e le sfide lanciate dagli utensili.

Prof. Dirk Biermann, direttore dell‘ISF del Politecnico di Dortmund
Professor Biermann, la AMB di Stoccarda mostrerà quanto i materiali di lavorazione diventino sempre più ostici. Per quanto tempo ancora gli utensili riusciranno a tenere il passo con questo processo?
Quando, anni fa, ottenemmo gli acciai bainitici durissimi per i componenti dei motori ad alta prestazione con compressori turbo e tecnologia a iniezione Diesel fui inizialmente scettico, soprattutto relativamente alla loro riuscita nelle trivellazioni in profondità. Invece, insieme con i nostri partner produttori di utensili abbiamo scoperto delle soluzioni in tempi abbastanza rapidi, considerato che attualmente possediamo molti più dettagli sul tagliente. Oggi, prima di rivestire un componente possiamo generare in modo mirato una micro strutturazione asimmetrica anziché una semplice raggiatura. La combinazione fra la buona realizzazione di un rivestimento e la perfetta messa a punto delle superfici piane e di quelle di bloccaggio può aumentare considerevolmente la resa dell’utensile. Pertanto sono ottimista e affermo che i sistemi di utensili continueranno a perfezionarsi nei dettagli, soprattutto nella micro strutturazione e nella migliore qualità della superficie d’azione abbinata a strati più idonei di materiali duri.
Parlando di rivestimenti, quali sono le aspettative in questo campo?
Rispetto al passato, si richiedono un’osservazione e un’ottimizzazione molto maggiori del legame del substrato, della micro strutturazione e del rivestimento insieme.
Le tecnologie di rivestimento dispongono ancora di grandi potenzialità per quanto riguarda il perfezionamento di sviluppo e la capacità di adattamento. La tecnologia dei sistemi di conversione in particolare, ottenuta dai produttori di utensili, offre grandi possibilità ed essi dovrebbero occuparsi intensamente di questo argomento per avere in animo possibili soluzioni quando i requisiti dei materiali continueranno ad aumentare.
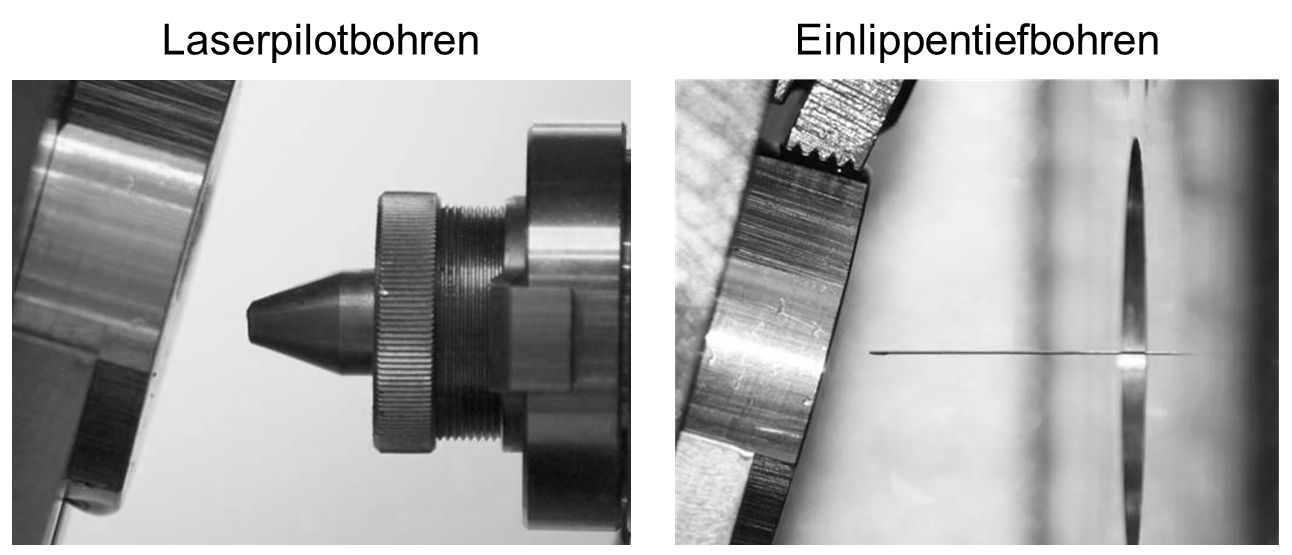
Con l’ausilio di un sistema laser è possibile eseguire trivellazioni pilota con punte a cannone anche di piccolissimo diametro, ad esempio per l’approvvigionamento di olio a pressione nei supporti per cuscinetti di motore
Alcuni espositori della AMB si occupano di progetti più recenti quali il taglio criogenico o l’additive manufacturing. Qual è il contributo di simili progetti?
Anche il taglio criogenico offre grandi potenzialità, ma i parametri devono essere ancora migliorati. Proprio in tempi recenti, notevoli progressi sono stati compiuti dagli sviluppi di imprese quali la Starrag (stand 7C38), che prepara le macchine per alimentare internamente il raffreddamento del CO2, e la Rother, che combina il raffreddamento del CO2 con la lubrorefrigerazione a quantità minima. Queste conquiste permettono di risolvere in modo ottimale problemi attinenti sia la rottura del truciolo e della bavatura di materiali di difficile lavorazione sia l’azione di usura dell’utensile. Tuttavia sono a conoscenza solo di pochissimi casi pratici concreti.
I processi dell’additive manufacturing hanno senso solo nei casi in cui le forme non possono essere prodotte in modo convenzionale, ad esempio con il raffreddamento interno degli utensili e dei corpi degli utensili. Qui mi aspetto rapidi progressi. Oltre che sul raffreddamento è possibile influire positivamente anche sul comportamento dinamico dei corpi basilari degli utensili mediante strutture interne e combinazioni di materiali diversi fra loro.
Cosa consiglia agli espositori di utensili della AMB per continuare a rimanere competitivi?
Dovrebbero riflettere di nuovo intensamente sui compiti classici della lavorazione. Nel campo della produzione di filetti, un esempio è il processo a elica “Punch Tap” della Emuge (stand 1G 38). E’ fenomenale il modo in cui è stato risolto il compito della produzione del filetto interno, quindi la maniera in cui si è riusciti ad aumentare in modo estremo la produttività. Un altro esempio è la trivellazione in profondità grazie alla quale con l’ausilio di un sistema laser possiamo eseguire trivellazioni pilota con punte a cannone anche di piccolissimo diametro. Ciò permette di approvvigionare in modo redditizio un numero essenzialmente maggiore di supporti per cuscinetti nei motori a scoppio usando olio a pressione, cosa che aiuta a ridurre ulteriormente la frizione interna. Anche Industrie 4.0 fornisce possibilità del tutto nuove. Fossi un produttore di utensili sfrutterei l’opportunità per offrire i miei utensili e il loro processo d’usura per apportare informazioni sul procedimento.


