+39 029363537





+39 029363537

The strong growth of electromobility is bringing fundamental changes to the worldwide automotive industry and also presents new challenges for German machine and system building. Seen in the long term, various part categories for vehicles will be eliminated. As hybrid motors and BEV vehicles become ever more efficient, however, the number of vehicle components will rise and new parts will be created. With continuing development of product technology in the area of high-volume light metal workpieces, Schwäbische Werkzeugmaschinen GmbH (SW) is ideally equipped for these new developments in electromobility.
"More and more automobile manufacturers are offering hybrid and/or electric vehicles. For machine manufacturers this means that their machine park must also cover machining of typical electric vehicle parts such as structural parts," explains Reiner Fries, Managing Director of Sales at SW. Suppliers are currently using machining centers that are designed for machining large motors and thus for heavy-duty machining. The drive technology of these machining centers is designed for high drive forces and is correspondingly slower and less dynamic. In comparison to large components for vehicles with combustion engines, however, machining high-volume structural parts is equivalent to normal light metal machining. Highly dynamic, fast machines that can cover long sections in the shortest possible time are clearly more suitable for this type of machining. The SW machine series with linear motors is especially suitable for these market requirements and has long been recognized in the industry as the expert for machining light metals.

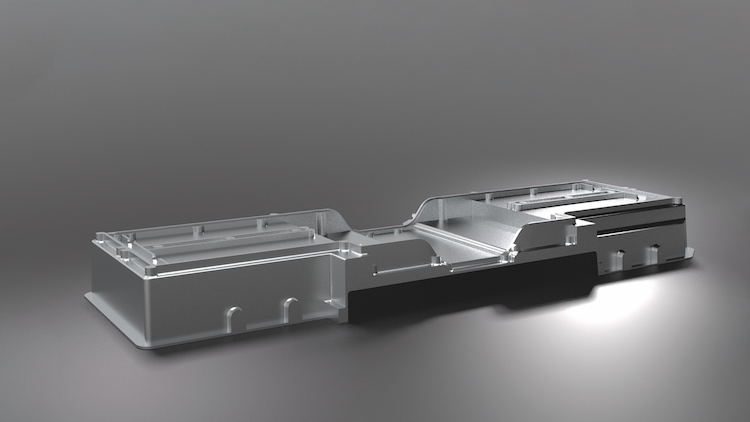
BA W08-12, designed for large light metal workpieces such as structural parts
SW developed the BA W08-12 to respond to these changing challenges. It is a one-spindle, horizontal machining center designed for 4- or 5-axis machining of very large light metal workpieces, for example battery housings. Like all SW machines, the machining center features a monoblock, which minimizes deflection and ensures optimum flow of force between the machining unit and the workpiece carrier. The machining center also has a weight-optimized machining unit featuring the "box-in-box" design, which was developed for highly dynamic machining operations in light metal applications and can be inserted into the monoblock at the rear. Linear and torque motors in the feed axes guarantee maximum dynamics and the shortest possible auxiliary process times, while the gantry drive of the Y-axis ensures optimum positioning accuracy, even with eccentric loading. Another essential component of the machining center is the double swivel carrier, which is equipped with two independent rotary axes and allows for loading and unloading in parallel to machining time. "During machining, the double swivel carrier is hydraulically locked in a Hirth coupling and the rotary axes are fixed in place with safety clamping," explains Fries. The geometry of the rotary axes makes it possible to load the machine at an ergonomically favorable height. If necessary, directly driven planetary modules can be attached, which allows for 5-axis machining.
The rotary table concept together with the horizontal spindle arrangement also guarantees swarf will fall freely. Since the BA W08-12 also features sophisticated flushing in the machining area, swarf is effectively prevented from adhering to the workpiece or remaining in place, where it would adversely affect quality. Since workpieces could become even larger and then not fit on the W08, however, SW is working on an even larger machine. "Of course it will incorporate all the experience and advantages of SW machines. That includes two pallets, horizontal spindles and linear motor technology," continues Fries.
More flexibility thanks to recess in double swivel carrier
Until then, the BA W08-12 offers a collision circle 950 mm in diameter with a length of 1710 mm (500-liter volume) for holding workpieces and clamping fixtures. The travel path in the X-axis is also increased by 700 mm in comparison to the two-spindle BA W08-22, which nearly doubles the range of machining for workpieces. Depending on the workpiece design and clamping situation, the travel path can be fully used. To achieve even more flexibility in terms of component size and shape, SW has developed a double swivel carrier with recess: It can be used to rotate especially long and wide parts horizontally. "Thanks to the modification of our machine concept, we can meet the requirements of many new vehicle parts in the area of hybrid and electromobility," explains Fries.
Since a safety separation is required between the loading and machining area, the recess is closed by a cover that can be individually adapted in size to the shape of the workpiece being machined. The size of the recess is restricted only by the second fixture with workpiece that faces it. This makes it possible to rotate parts up to 1300 x 400 x 300 mm (L x W x H) horizontally. For larger or smaller dimensions in length or width, the respective other dimension can change. For example, a workpiece could have the dimensions 1000 x 700 x 300 mm.
Upgradeable and convertible system
This advantage in terms of space can also be used if a company already has a BA W08-12 in its machine park: The Q carrier for these machines can also be removed and replaced by a Q carrier with recess so that the downtime for conversion is reduced to a minimum. But the SW machine features more than just a high level of flexibility for large parts. A single-spindle BA W08 could even be converted into a two-spindle machine. Once the 3-axis unit is replaced, the machining center can then also be used to produce smaller parts with high output.
Example of machining battery housings: Four parts in the set
One of the greatest advantages of the BA W08-12 is that despite its large machining area, it has two independent rotary axes (4th axes), both of which can be fitted additionally with a 5-axis table. Four different parts have to be processed for the battery housing. With the SW machine this can be done in one clamping with 4 axes. Since the clamping fixtures are capable of holding the workpieces being processed on the top or bottom of the base plate, there are a total of four clamping clusters on the two rotary tables for the four components. Most other machines that are able to process large structural parts are usually single-station machines and often do not offer the possibility of clamping parts on the top and bottom of the fixture plate. In the most unfavorable case, a separate fixture would therefore have to be constructed for each individual workpiece.
This results in a high level of setup overhead for smaller batch sizes of parts being machined, since the fixtures must be exchanged for each workpiece or each clamping position. For larger batch sizes with multiple clamping positions, multiple machines are used for machining, and parts logistics between the machines must be ensured. Since high-volume parts are involved, the cost of the logistics in time and money is correspondingly high. Not so for the BA W08-12: After completion of machining – which includes milling, drilling and thread cutting for all four parts on one machine – it is almost always in continuous operation, and is thus utilized optimally. More and more complete sets of four are being manufactured, which also makes it possible for suppliers to estimate their capacity for battery housings very accurately.
Schwäbische Werkzeugmaschinen GmbH (SW) with headquarters in Schramberg-Waldmössingen, Germany is an international supplier of solutions for sophisticated metal working production systems customized for specific workpieces. One of its core competences is high-performance multi-spindle machining centers, with more than 3000 installed at customer sites worldwide in many different sectors of industry. To be able to offer the right solution for any application, the company also continuously develops new machining possibilities and optimizes existing techniques in its own technology center. SW also offers a comprehensive portfolio of consultation and services. Currently staffed with about 900 employees worldwide, SW posted sales of €305 million in 2017.



